На базе АО «НИТИ «Авангард» организовано малотоннажное производство по получению высокочистых паяльных паст специального и общего назначения.
 Паяльные пасты двойного применения предназначены для монтажной пайки различных узлов и блоков радиоэлектронной аппаратуры с применением автоматизированного или механизированного поверхностного монтажа.
Паяльные пасты двойного применения предназначены для монтажной пайки различных узлов и блоков радиоэлектронной аппаратуры с применением автоматизированного или механизированного поверхностного монтажа.
Припойные пасты изготавливаются на основе флюс-связки (далее флюс)
и низкотемпературных припоев.
Для обеспечения качественных характеристик пайки припойная паста должна выполнять ряд функций:
-
- обеспечить низкую вероятность образования отдельных шариков припоя;
- обеспечить сохранение формы отпечатка при комнатной температуре и при нагревании;
- иметь достаточную вязкость для нанесения пасты и клейкость
для удерживания компонентов; - не оказывать отрицательное влияние на плату.
Заказать: тел/факс: (812) 740-08-11, доб. 82-11 e-mail: pripoi@nitiavangard.ru
Выпускаемые паяльные пасты
|
№ п/п
|
Состав сплава
|
Категория флюса
|
Класс размера шариков |
Метод нанесения
|
|
1
|
Sn62Pb36Ag2,
Sn63Pb37
|
Канифольный RЕL0
|
3,4
|
Трафаретная печать
|
|
2
|
Sn62Pb36Ag2,
Sn63Pb37
|
Канифольный ROL0
|
3,4
|
Трафаретная печать
|
|
3
|
Sn62Pb36Ag2,
ПОС 63 (Sn63Pb37)
|
Канифольный ROL0
|
3,4
|
Дозирование
|
|
4
|
Sn62Pb36Ag2,
ПОС 63 (Sn63Pb37)
|
Канифольный ROL1
|
5
|
Дозирование
|
|
5
|
Sn42Bi58
|
Канифольный ROL0
|
3,4
|
Трафаретная печать
|
Преимущества
- полностью отечественный продукт, включая сырье: используются только высокочистые сплавы (содержание примесей превосходит требования ГОСТ 21930);
- приемка ВП и ОТК;
- Паяльные пасты изготавливаются по ТУ 3439-002-07518266-2017 литеры «О1».
Используемое оборудование




Упаковка
-
- Банка 500 г.
- Шприц-катридж 105 г.
- Шприц-катридж — 38г.
Стоимость
Стоимость наших материалов ниже импортных, но определяется индивидуально, в зависимости от объема заказа.
Инструкция по применению припойных паст, предназначенных для поверхностного монтажа радиоэлектронных компонентов.
Транспортирование и хранение.
Транспортирование припойных паст допускается любыми видами транспорта с принятыми мерами защиты от ударов при транспортировке, погрузке и разгрузке. Притранспортировании продукции должна соблюдаться температура внешней среды от 0 до плюс 10 °С и относительная влажность не выше 60 %. Хранение припойных паст производится в холодильнике при температурах от 0 до плюс 6 °С или в закрытых складских помещениях в индивидуальной таре на стеллажах или полках крышками кверху при температуре от 0 до плюс 10 °С.
Рекомендации по подготовке припойной пасты к применению.
За 1-2 часа до начала использования необходимо вынуть пасту из холодильника и выдержать при комнатной температуре. Категорически не допускается принудительный нагрев пасты нагревательными приборами. Не открывайте холодную банку с припойной пастой, это может вызвать конденсацию влаги и ухудшение параметров припойной пасты.
После выдержки припойной пасты при комнатной температуре непосредственно перед применением ее необходимо перемешать в одном направлении шпателем (деревянным или пластмассовым) в течение 1 мин. или поместить банку с пастой в специальную центрифугу не более чем на 5 минут.
Выньте необходимое для работы количество припойной пасты и нанесите ее на трафарет, затем плотно закройте крышку банки. Припойная паста с трафарета, которая не была использована к концу рабочей смены, не должна смешиваться со свежей пастой, поэтому остатки пасты рекомендуется складывать в отдельную тару и использовать в начале следующей смены.
Нанесение припойной пасты.
Припойные пасты предназначены для дозированного нанесения на контактные площадки печатных плат методом трафаретной печати и с использованием дозатора. Для обеспечения качественного дозирования пасты на печатные платы рекомендуется:
— осуществить правильный выбор конструкции трафарета, в том числе по материалу, толщине, размерам и конфигурации апертур под контактные площадки печатных плат;
— осуществить правильный выбор припойной пасты с учетом размера частиц припоя (правило «5-ти шаров»);
— отработать с использованием выбранных трафарета и припойной пасты оптимальные режимы работы трафаретного принтера, в том числе скорости движения и усилия прижима ракеля, с учетом качества отпечатка припойной пасты.
Пайка. 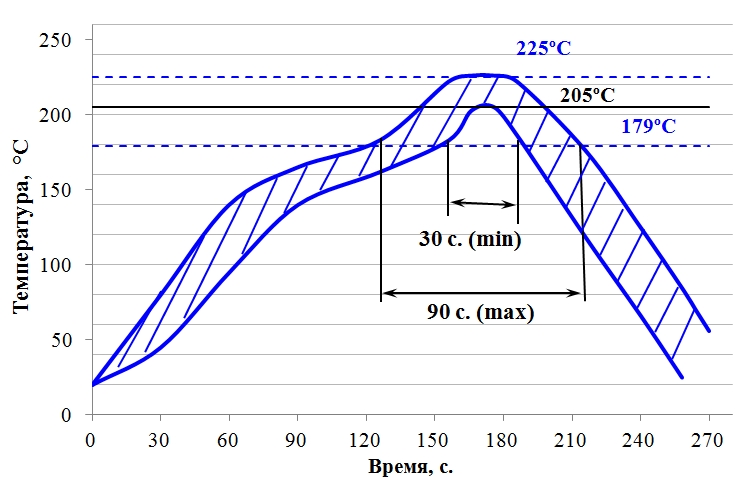
Рекомендуется стандартный профиль для пайки оплавлением оловянно-свинцовых припоев с пиковой температурой в диапазоне от 205 до 225 °С в зависимости от конструкции электронного модуля с учетом его теплоемкости.
Удаление остатков флюса.
Остатки флюса припойных паст после оплавления являются некоррозионными и не снижают сопротивление изоляции печатной платы, но для обеспечения процесса влагозащиты электронного модуля РЭА подлежат удалению после пайки.
Рекомендуется отмывать остатки флюса припойных паст отмывочными жидкостями ОЖ-21А и ОЖ-27А.
Контактное лицо по техническим вопросам
Сергей Александрович Алексеев
тел: (812) 780-08-11, доб. 82-11, 81-74
Заказать:
тел/факс: (812) 740-08-11, доб. 82-11
e-mail: pripoi@nitiavangard.ru